Hệ thống sản xuất clinker năng suất lớn
Trong thiết kế dây chuyền sản xuất clinker, việc thiết kế để nâng cao năng suất cao thực tế của lò và thiết bị làm lạnh clinker rất quan trọng. Sau đây là những điều cần hết sức lưu ý.
Xu thế chung hiện nay là tập trung và việc nghiên cứu hệ thống sản xuất clinker năng suất lớn với mong muốn hạ chi phí vận hành trên tấn sản phẩm xuống mức thấp nhất có thể. Trái tim của hệ thống sản xuất clinker thường được nói là lò quay.

FLSmidth đã đưa ra các lò ba bệ đỡ truyền thống và các lò ROTAX-2 (2 bệ đỡ), các lò này đã trở thành tiêu chuẩn đã được kiểm chứng chất lượng trong ngành công nghiệp sản xuất clinker với vành băng đa treo tiếp tuyến, các bệ đỡ tự lựa và dẫn động ma sát thông qua các con lăn (ga lê). Các lò RIOTAX-2 lớn nhất đường kính đến 5,5 m dài 66 m đã vận hành, một trong số đó đến nay đã vận hành trong 3 năm rưỡi và 2 trong số đó đã vận hành 2 năm ở mức năng suất 7.000 tấn/ngày. Vẫn không dừng ở đó, FLSmidth còn thiết kế lò loại ROTAX-2 có các đường kính từ 6,0 đến 6,6 m. FLSmidth đã cung cấp 11 lò ba bệ đỡ đường kính từ 6,0 đến 6,6 m. Thiết kế của lò ba bệ đỡ đường kính 6,6 m hay ROTAX-2 nhằm nâng năng suất lò lên tối đa/ngày. Nói chung không có những giới hạn về lĩnh vực cơ khí trong thiết kế đối với các loại lò đường kính lớn.
Vậy những giới hạn khác đối với việc cung cấp các lò đường kính lớn nhất và ngay cả với một lò có đường kính lớn hơn là gì ? Một lò ROTAX-2 sẽ phải có đường kính lớn hơn so với một lò ba bệ đỡ do tỷ lệ chiều dài/đường kính của lò hai bệ nhỏ hơn. Trên thế giới hiện nay, chỉ có một số ít máy móc và phương tiện trợ giúp để chế tạo có thể làm ra các vành lăn (vành băng đa) có đường kính lớn. Với đường kính lớn hơn, điều này có thể ảnh hưởng lớn đối với lò hai bệ ROTAX-2 ở cỡ lớn nhất.
Việc vận chuyển các chi tiết lớn đến hiện trường phải tính đến và thường được thực hiện bằng đường thủy. Phải chế tạo các thiết bị riêng biệt cho bất kỳ loại lò rất lớn nào.
Theo sự tăng đường kính lò, độ côn của gạch chịu lửa trở nên nhỏ đi và các cạnh của gạch chịu lửa trở nên nhỏ hơn. Do đó việc xây lát đặc biệt đối với các lò đường kính trên 6,6 m trở thành thách thức. Điều này đối với lò ROTAX-2 hay ba bệ là như nhau.
Mặt khác phải duy trì tốc độ đủ thấp để ngăn ngừa sự tuần hoàn bụi cao thậm chí do ứng suất tải trọng thể tích và nhiệt. Ở đây ta đi vào lò ROTAX-2 có đường kính lớn hơn.
Các lò ba bệ đường kính lớn hơn 6,0 m được khuyến cáo có vành lăn treo tiếp tuyến để hạn chế độ ovan của lò để cải thiện tuổi thọ của gạch chịu lửa. Khi tính đến điều này, chúng ta lại thấy ưu thế thuộc về lò ROTAX-2.

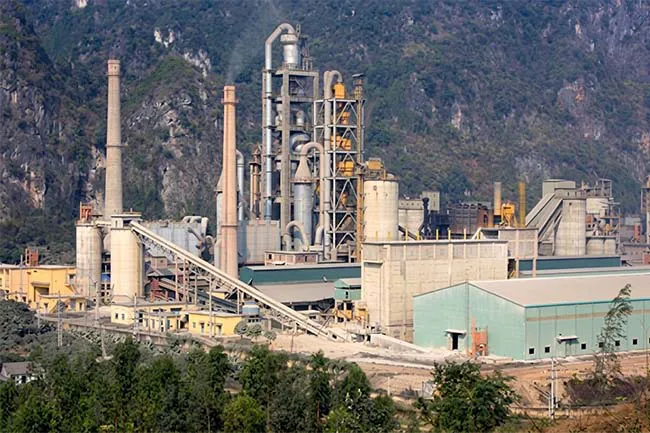
Ảnh minh họa
Những điều phải tính đến khi thiết kế thiết bị làm lạnh clinker.
Ngày nay từ lò đến thiết bị làm nguội clinker cũng phải gồm các máy riêng cho toàn bộ mức năng suất. Từ năm 1997, FLSmidth đã đưa ra thiết bị làm nguội clinker kiểu SF Cross-bar (thanh ngang). Ngay mới đây, phiên bản chuyển động nhiều hướng (multi-Movable – MMC) đã được phát triển. Với hiệu quả vận chuyển cao và do cấu trúc ngang, thiết bị làm nguội MMC đặc biệt thích hợp với các hê thống lò năng suất cao.
FLSmidth đã đưa ra 200 thiết bị làm nguội clinker kiểu Cross-bar với tổng năng suất 240 triệu tấn clinker. Trong số này đã có 10 thiết bị Cross-bar là dùng cho các lò năng suất ≥ 8.000 tấn/ngày.

Với năng suất clinker rất lớn, chúng ta phải xem xét những gì trong thiết bị làm nguội clinker? Các tiêu chuẩn về chiều dài với tỷ lệ chiều rộng của thiết bị làm nguội với tải nạp trở thành ứng suất. Một mặt ta muốn duy trì một tải theo chiều rộng tối đa khoảng 1.500 tấn clinker/ngày, nhưng mặt khác điều này có liên quan đến sự phân phối clinker ở chiều ngang đầu vào của thiết bị làm nguội rất rộng. Sự cần thiết hiệu quả vận chuyển cao để đảm bảo rằng số hành trình dẫn động trên phút không quá cao, đó là nguyên nhân dẫn đến tuổi thọ các bộ phận của thiết bị làm nguội thấp hơn.
Để khắc phục vấn đề phân bố clinker ở đầu vào và hơn nữa để hạn chế sự tạo thành “người tuyết”, FLSmidth đã phát triển một thiết kế đầu vào cố định mới cho các thiết bị làm nguội. Nó được biết đến là ABC hay Air Blast Controlled (điều khiển sự thổi gió) đầu vào cố định của thiết bị làm nguội clinker. Thông qua các van kiểm tra bên trong, gió của thiết bị thổi gió áp suất cao phun qua mỗi và tất cả các tấm ghi để đảm bảo không có khả năng tích đọng và phân bố clinker không đều xuất hiện theo chiều ngang đầu vào. Có sự linh động hoàn toàn trong điều khiển khu vực thổi, tần số thổi và cường độ thổi để các khu vực có vấn đề riêng có thể đạt đích trong khi giảm thiểu tổng tiêu hao khí áp suất cao.
Dựa trên kinh nghiệm phát triển hơn 20 năm qua trong thiết kế, cung cấp và chạy thử các nhà máy xi măng với năng suất ≥ 10.000 tấn/ngày, có thể khẳng định rằng FLSmidth là nhà thiết kế và chế tạo thiết bị hàng đầu trên thế giới trong ngành công nghiệp sản xuất xi măng.
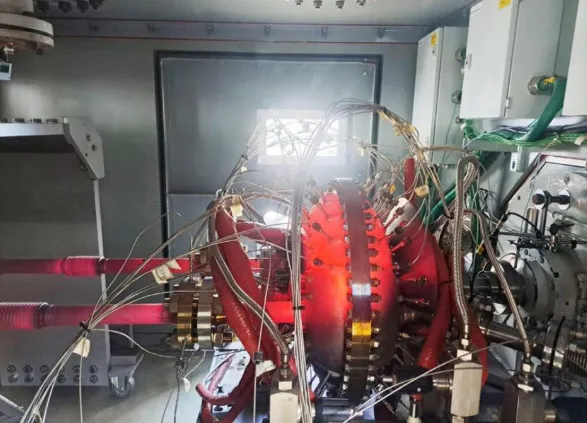
Lò quay Rotax-2
FLSmidth đã đưa ra các lò ba bệ đỡ truyền thống và các lò ROTAX-2 (2 bệ đỡ), các lò này đã trở thành tiêu chuẩn đã được kiểm chứng chất lượng trong ngành công nghiệp sản xuất clinker với vành băng đa treo tiếp tuyến, các bệ đỡ tự lựa và dẫn động ma sát thông qua các con lăn (ga lê). Các lò RIOTAX-2 lớn nhất đường kính đến 5,5 m dài 66 m đã vận hành, một trong số đó đến nay đã vận hành trong 3 năm rưỡi và 2 trong số đó đã vận hành 2 năm ở mức năng suất 7.000 tấn/ngày. Vẫn không dừng ở đó, FLSmidth còn thiết kế lò loại ROTAX-2 có các đường kính từ 6,0 đến 6,6 m. FLSmidth đã cung cấp 11 lò ba bệ đỡ đường kính từ 6,0 đến 6,6 m. Thiết kế của lò ba bệ đỡ đường kính 6,6 m hay ROTAX-2 nhằm nâng năng suất lò lên tối đa/ngày. Nói chung không có những giới hạn về lĩnh vực cơ khí trong thiết kế đối với các loại lò đường kính lớn.
Vậy những giới hạn khác đối với việc cung cấp các lò đường kính lớn nhất và ngay cả với một lò có đường kính lớn hơn là gì ? Một lò ROTAX-2 sẽ phải có đường kính lớn hơn so với một lò ba bệ đỡ do tỷ lệ chiều dài/đường kính của lò hai bệ nhỏ hơn. Trên thế giới hiện nay, chỉ có một số ít máy móc và phương tiện trợ giúp để chế tạo có thể làm ra các vành lăn (vành băng đa) có đường kính lớn. Với đường kính lớn hơn, điều này có thể ảnh hưởng lớn đối với lò hai bệ ROTAX-2 ở cỡ lớn nhất.
Việc vận chuyển các chi tiết lớn đến hiện trường phải tính đến và thường được thực hiện bằng đường thủy. Phải chế tạo các thiết bị riêng biệt cho bất kỳ loại lò rất lớn nào.
Theo sự tăng đường kính lò, độ côn của gạch chịu lửa trở nên nhỏ đi và các cạnh của gạch chịu lửa trở nên nhỏ hơn. Do đó việc xây lát đặc biệt đối với các lò đường kính trên 6,6 m trở thành thách thức. Điều này đối với lò ROTAX-2 hay ba bệ là như nhau.
Mặt khác phải duy trì tốc độ đủ thấp để ngăn ngừa sự tuần hoàn bụi cao thậm chí do ứng suất tải trọng thể tích và nhiệt. Ở đây ta đi vào lò ROTAX-2 có đường kính lớn hơn.
Các lò ba bệ đường kính lớn hơn 6,0 m được khuyến cáo có vành lăn treo tiếp tuyến để hạn chế độ ovan của lò để cải thiện tuổi thọ của gạch chịu lửa. Khi tính đến điều này, chúng ta lại thấy ưu thế thuộc về lò ROTAX-2.
Ảnh minh họa
Những điều phải tính đến khi thiết kế thiết bị làm lạnh clinker.
Ngày nay từ lò đến thiết bị làm nguội clinker cũng phải gồm các máy riêng cho toàn bộ mức năng suất. Từ năm 1997, FLSmidth đã đưa ra thiết bị làm nguội clinker kiểu SF Cross-bar (thanh ngang). Ngay mới đây, phiên bản chuyển động nhiều hướng (multi-Movable – MMC) đã được phát triển. Với hiệu quả vận chuyển cao và do cấu trúc ngang, thiết bị làm nguội MMC đặc biệt thích hợp với các hê thống lò năng suất cao.
FLSmidth đã đưa ra 200 thiết bị làm nguội clinker kiểu Cross-bar với tổng năng suất 240 triệu tấn clinker. Trong số này đã có 10 thiết bị Cross-bar là dùng cho các lò năng suất ≥ 8.000 tấn/ngày.
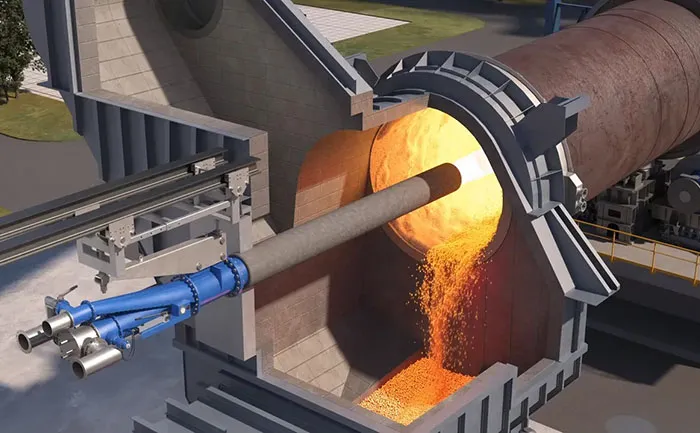
Ảnh 1. Vòi đốt là thiết bị quan trọng
Với năng suất clinker rất lớn, chúng ta phải xem xét những gì trong thiết bị làm nguội clinker? Các tiêu chuẩn về chiều dài với tỷ lệ chiều rộng của thiết bị làm nguội với tải nạp trở thành ứng suất. Một mặt ta muốn duy trì một tải theo chiều rộng tối đa khoảng 1.500 tấn clinker/ngày, nhưng mặt khác điều này có liên quan đến sự phân phối clinker ở chiều ngang đầu vào của thiết bị làm nguội rất rộng. Sự cần thiết hiệu quả vận chuyển cao để đảm bảo rằng số hành trình dẫn động trên phút không quá cao, đó là nguyên nhân dẫn đến tuổi thọ các bộ phận của thiết bị làm nguội thấp hơn.
Để khắc phục vấn đề phân bố clinker ở đầu vào và hơn nữa để hạn chế sự tạo thành “người tuyết”, FLSmidth đã phát triển một thiết kế đầu vào cố định mới cho các thiết bị làm nguội. Nó được biết đến là ABC hay Air Blast Controlled (điều khiển sự thổi gió) đầu vào cố định của thiết bị làm nguội clinker. Thông qua các van kiểm tra bên trong, gió của thiết bị thổi gió áp suất cao phun qua mỗi và tất cả các tấm ghi để đảm bảo không có khả năng tích đọng và phân bố clinker không đều xuất hiện theo chiều ngang đầu vào. Có sự linh động hoàn toàn trong điều khiển khu vực thổi, tần số thổi và cường độ thổi để các khu vực có vấn đề riêng có thể đạt đích trong khi giảm thiểu tổng tiêu hao khí áp suất cao.
Dựa trên kinh nghiệm phát triển hơn 20 năm qua trong thiết kế, cung cấp và chạy thử các nhà máy xi măng với năng suất ≥ 10.000 tấn/ngày, có thể khẳng định rằng FLSmidth là nhà thiết kế và chế tạo thiết bị hàng đầu trên thế giới trong ngành công nghiệp sản xuất xi măng.
Văn Thiệp
Theo FLSmidth Highlight.
Theo FLSmidth Highlight.