Ứng dụng thiết kế Hệ thống đếm bao trong công nghiệp sản xuất xi măng
Bài viết này sẽ giới thiệu tới bạn đọc một kết quả nghiên cứu, phân tích, thiết kế hệ thống đếm bao dùng
trong công nghiệp sản xuất xi măng trong đó các thiết bị đếm được cài
đặt các thuật toán thông minh có tích hợp cổng thông tin và hỗ trợ
truyền tin theo giao thức công nghiệp Modbus.

Yêu cầu của Hệ thống đếm bao xi măng
Thực trạng hiện nay, nhiều hệ thống đếm bao xi măng trong các dây chuyền sản xuất xi măng cũ hiện nay đều hiển thị tại chỗ, làm việc không ổn định, không truyền tín hiệu về trung tâm nên việc giám sát và quản lí sản lượng gặp nhiều khó khăn, mặt khác khi xử lí các phân bố bất thường trên băng tải xi măng (các bao dính liền, gối lên nhau) sẽ dẫn đến kết quả đếm không chính xác.
Nhu cầu thực tiễn trong các ngành công nghiệp nói chung và ngành công nghiệp sản xuất xi măng nói riêng là phải quản lí tốt các sản phẩm đầu ra. Việc đếm số lượng các bao xi măng chính xác, thu thập chúng và gửi về trung tâm đang là vấn đề được ưu tiên.
Hệ thống được thiết kế phải thoả mãn các tiêu chí sau:
- Tin cậy có khả năng làm việc lâu dài và liên tục
- Khả năng nhận biết thông minh, chẳng hạn như khi các bao dính liền nhau, các bao gối lên nhau…
- Có chuẩn giao tiếp công nghiệp thuận lợi cho việc ghép nối với hệ thống khác trong nhà máy
- Hệ thống phải có chức năng quản lí từ xa
- Tối ưu hoá giá thành nhưng vẫn đảm bảo các chỉ tiêu kỹ thuật
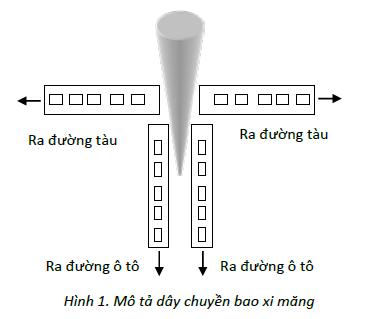
Xi măng sau khi được đóng bao được đưa lên các băng tải chạy tự động ra nơi xuất hàng. Thông thường mỗi xưởng đóng bao gồm 4 băng tải (hai băng tải cho đường tàu và hai cho đường ô tô) tốc độ của các băng tải có thể thay đổi được. Hình sau mô tả về hệ thống băng tải chuyên chở xi măng:
Máy tính thực hiện chức năng thu thập và quản lí số liệu về lượng xi măng đếm được sẽ đặt ở trung tâm khá xa hiện trường đếm do đó khi thiết kế truyền thông phải tính toán đến môi trường truyền dẫn, chuẩn truyền dẫn và định hướng phương pháp lọc nhiễu thích hợp
Thiết kế hệ thống
Thiết kế phần cứng Hệ thống đếm bao xi măng:
Trên cơ sở các nhận định và yêu cầu trên của hệ thống, tác giả đưa ra sơ đồ khối chung của hệ thống như sau:
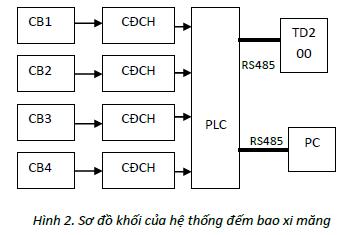
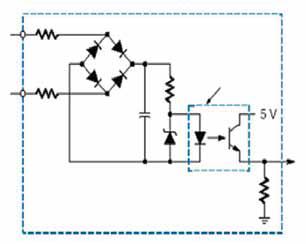
Trong đó CB1, CB2, CB3, CB4 là các cảm biến hồng ngoại có vai trò giống nhau và được đặt trên 4 băng tải. Nguyên lý hoạt động của chúng dựa trên thu phát hồng ngoại. Một điện áp cố định được cung cấp cho phần tử phát hồng ngoại, như vậy với mạch thu được thiết kế thì mỗi bao xi măng đi qua sẽ nhận được một xung, trong trường hợp hai bao liền nhau thì xung nhận được có độ rộng lớn hơn, việc xác định chính xác các độ rộng xung này được thực hiện bằng thực nghiệm tại hiện trường nhà máy. Thiết kế mạch thu phát được trình bày trên hình sau:
Tín hiệu lấy ra sau cảm biến được đưa đến mạch chuẩn hoá (CĐCH) với mục đích tạo ra tín hiện thích hợp để đưa đến module vào số của bộ điều khiển khả trình PLC (Programmable Logic Controller).
PLC được lựa chọn là loại S7-200, CPU- 226 gồm 2 cổng truyền thông RS485. Một cổng truyền thông được dùng để kết nối với bộ hiển thị tại chỗ TD200, giúp người vận hành có thể quan sát kết quả tại hiện trường.
Cổng truyền thông còn lại dùng để kết nối với máy tính thu thập và giám sát từ xa.
Cáp truyền thông được lựa chọn là loại cáp đôi dây xoắn có bọc kim (STP Shielded Twisted Pair Cable) có khả năng chống nhiễu tốt.
Thiết kế phần mềm Hệ thống đếm bao xi măng:
a) Phần mềm trên bộ điều khiển khả trình PLC
Phần mềm này được viết trên nền Step7 do Siemens cung cấp. Chúng thực hiện chức năng thu thập, xử lí số liệu đếm, chuyển đổi mã để đưa hiển thị ra TD200, truyền thông về máy tính dùng giao thức công nghiệp Modbus. Việc xử lí số đếm chính là tính thời gian xung của các đầu vào khi thay đổi trạng thái, với các khoảng thời gian xung thích hợp sẽ có có các giá trị số đếm tương ứng.
b) Phần mềm trên PC
Được thực hiện trên ngôn ngữ Visual Basic và Visual C++, sự lựa chọn này sẽ làm giảm giá thành của hệ thống nhiều so với các phần mềm công nghiệp chuyên dụng mà vẫn đáp ứng được các yêu cầu về kỹ thuật đặt ra. Phần mềm thu thập được xây dựng với các thuật toán lọc nhiễu thích hợp, chúng được kết hợp chặt chẽ với phương pháp kiểm tra lỗi LRC trong giao thức Modbus, tất nhiên chế độ truyền được lựa chọn là ASCII.
Ứng dụng
Với các nghiên cứu và phân tích hệ thống ở trên, tác giả đã ứng dụng thành công trong dây chuyền sản xuất Xi măng cũ của Công ty xi măng Bỉm Sơn. Kết quả đạt được là tích cực, hệ thống truyền số liệu tuân theo giao thức Modbus đã cho các kết quả chính xác đồng thời hệ thống cho phép quan sát trạng thái hoạt động và số đếm tại hiện trường cũng như tại trung tâm, cho phép quản lí số liệu theo cơ sở dữ liệu chuẩn (Microsoft Access) giúp người dùng có thể truy xuất kết quả nhanh chóng và chính xác.
Giao diện chính của chương trình được mô tả trên hình sau:
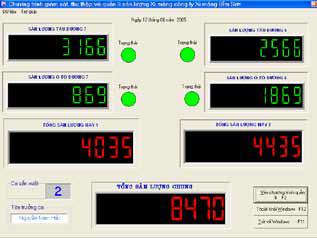
Hình 5. Giao diện chính của chương trình giám sát và quản lí trên PC
Kết luận
Hiện nay ở nước ta có rất nhiều các dây chuyền sản xuất cần giám sát và quản lí số liệu đếm. Việc ứng dụng hệ thống đếm bao thông minh có cài đặt các chuẩn thông tin công nghiệp cho phép quản lí chính xác số liệu đếm, truy xuất nhanh chóng và tiên lợi đồng thời nó cho phép kết nối dễ dàng với các cấp quản lí ở trên Việc thiết kế và chế tạo các hệ thống đếm bao thông minh trong nước với giá thành hợp lí đã và đang tạo ra sự lựa chọn tích cực cho các nhà máy công nghiệp ở nước ta hiện nay.
ximang.vn * (Nguồn: Tạp chí Thông tin KHCN-Vicem)