>> Lựa chọn công nghệ và thiết bị đầu tư dây chuyền sản xuất clinker công suất lớn (P1)
>> Lựa chọn công nghệ và thiết bị đầu tư dây chuyền sản xuất clinker công suất lớn (P2)
>> Lựa chọn công nghệ và thiết bị đầu tư dây chuyền sản xuất clinker công suất lớn (P4)
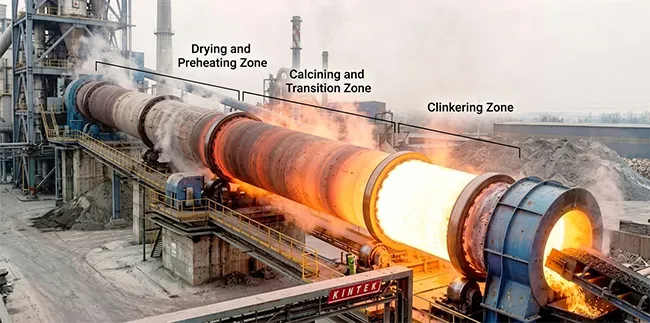
5. Hệ thống tháp trao đổi nhiệt, lò nung và làm nguội clinker
Xu thế chung của ngành công nghiệp xi măng trên thế giới hiện nay là tập trung nghiên cứu hệ thống sản xuất clinker năng suất lớn với mong muốn hạ chi phí đầu tư và chi phí vận hành trên tấn sản phẩm xuống mức thấp nhất có thể mà trong đó trái tim của dây chuyền sản xuất clinker là hệ thống lò nung. Trong đó việc thiết kế dây chuyền sản xuất clinker để nâng cao năng suất thực tế của lò và thiết bị làm nguội clinker rất quan trọng
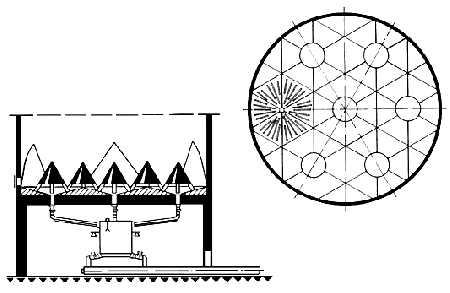
Hình 4: Mô hình silô đồng nhất điều khiển dòng tháo nhiều cửa
5.1. Về tháp trao đổi nhiệt
Những cải tiến về công nghệ sản xuất clinker theo phương pháp khô trên thế giới ngay từ những năm cuối cùng của thế kỷ trước đã mang lại hiệu quả rõ rệt, đặc biệt là về tiêu hao nhiệt năng riêng so với công nghệ sản xuất theo phương pháp ướt (đối với công nghệ lò quay sản xuất xi măng theo phương pháp khô công suất cỡ trung bình và cỡ lớn tiêu hao nhiệt năng khoảng ≤ 700 - 720 kcal/kg clinker trong khi đó trung bình đối với sản xuất lò quay theo phương pháp ướt khoảng ≥ 1.350 kcal/kg clinker). Ngoài ra, nhờ các cải tiến tập trung vào thay đổi cấu trúc cyclon trao đổi nhiệt, cho phép giảm sụt áp, tăng khả năng can xi hóa bột liệu tại tháp trao đổi nhiệt đóng góp vào tiến trình cải tiến triệt để công nghệ đốt nhằm tăng hiệu suất sản xuất và giảm chi phí đầu tư ban đầu…
Tương tự đối với dây chuyền sản xuất xi măng công suất lò cỡ trung bình (khoảng 6.000 tấn clinker/ngày), việc lựa chọn số tầng tháp trao đổi nhiệt phụ thuộc vào độ ẩm nguyên liệu cấp vào máy nghiền liệu đồng nghĩa với sự phụ thuộc vào tính toán cân bằng nhiệt cho hệ thống lò trong trường hợp có tính đến nhiệt lượng cần thiết sử dụng cho quá trình sấy của hệ thống nghiền liệu; tổn thất áp suất của hệ thống; chi phí xây dựng; chi phí thiết bị; tổn thất nhiệt... của hệ thống tháp trao đổi nhiệt.
Trước đây, tháp trao đổi nhiệt 4 tầng được sử dụng rộng rãi, nhưng hiện nay do giá nhiên liệu tăng cao đòi hỏi các nhà máy xi măng phải có những cải tiến để tiết kiệm chi phí nhiên liệu, một tron gnhững biện pháp mà các nhà máy xi măng hiện đại trên thế giới thực hiện là nâng số tầng tháp trao đổi nhiệt từ 4 tầng lên 5 tầng hoặc 6 tầng Cyclon vì:
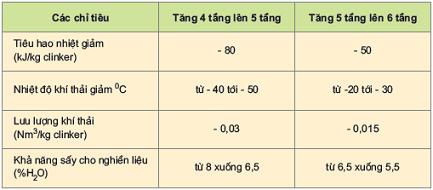
Nhưng vì khoảng 2/3 áp suất tổn thất tại mỗi tầng cyclone xảy ra trong các cyclone, phụ thuộc vào hình dáng thiết kế và kích thước cyclone, do vậy việc lựa chọn số tầng cyclone tháp trao đổi nhiệt còn phải được so sánh giữa việc tăng chi phí điện năng của quạt hút khí thải tháp trao đổi nhiệt do tăng tổn thất áp suất, tăng chi phí xây dựng tháp ban đầu với chi phí nhiên liệu tiết kiệm được do tăng số tầng. Với thiết kế cấu trúc cyclone trao đổi nhiệt hiện đại ngày nay, tổn thất áp suất trong các cyclone đã được cải thiện rõ rệt (giảm từ 15mbar/tầng xuống còn 5 đến 10 mbar/tầng cyclone); tăng hiệu suất trao đổi nhiệt giữa bột liệu và khí nóng trong cyclone, do vậy hệ thống tháp trao đổi nhiệt trong hệ thống lò hiện đại công suất lớn thường là hệ thống 5 hoặc 6 tầng cyclone.
Năng suất của mỗi nhánh tháp trao đổi nhiệt bị giới hạn trong khoảng ≤ 7.500 t/ngày do đó những hệ thống lò nung clinker năng suất lớn hơn hiện nay thường sử dụng hai, hoặc nhiều nhánh cyclone.
5.2. Về buồng tiền nung
Sự ra đời của calciner trong công nghệ sản xuất xi măng lò quay theo phương pháp đã giúp năng suất lò tăng lên khoảng trên 2,5 lần và mức độ can xi hóa trong calciner đã được cải tiến tăng đến 95%. Cấu trúc calciner đã có nhiều cải tiến đáng kể, đặc biệt về mặt giới hạn ô nhiễm môi trường.
Trong ngành công nghiệp xi măng có rất nhiều hãng thiết kế và cung cấp buồng phân huỷ, tuy nhiên đến thời điểm hiện nay chỉ có một số hãng thiết kế, cung cấp buồng phân huỷ cho dây chuyền sản xuất xi măng qui mô công suất lò lớn như Polysius AG, có buồng phân huỷ PREPOLR MSC, PREPOLR MSC-CC kiểu ILC; FLSmidth có buồng phân huỷ các kiểu ILC và SLC; KHD Humboldt Wedag có buồng phân huỷ kiểu SLC – I.
Số liệu này cho thấy buồng tiền nung sử dụng cho các dây chuyền công suất lớn tới 12.000 tấn clinker/ngày có 2 kiểu gồm: kiểu ILC và kiểu SLC.
Bên cạnh các cải tiến để tăng năng suất chung của hệ thống, một trong những cải tiến chủ yếu đối với thiết kế buồng phân huỷ hiện nay nói chung cũng như đối với buồng phân huỷ cho dây chuyền công suất lò lớn nói riêng là nhằm có thể đốt được rác thải như là nhiên liệu thay thế; giảm thiểu các vấn đề về ô nhiễm môi trường, đặc biệt là việc giảm lượng khí NOx thải ra từ quá trình cháy nhiên liệu là một cải tiến đặc biệt quan trọng trong việc thiết kế cấu trúc của calciner. Để giảm được lượng phát thải NOx, Calciner được thiết kế đặc biệt để có thể giảm thiểu lượng NOx phát sinh trong quá trình đốt cháy nhiên liệu ở nhiệt độ cao, ngoài ra calciner còn thiết kế để có thể phun dung dịch NH vào 3 calciner để giảm lượng NOx nhờ các phản ứng:
H2 + NO -> 1/2 N2 + H2O
3/2H2 + NO -> NH3 + H2O
NH3 -> 1/2N2 + 3/2H2
Hoặc nguyên liệu thay thế dung dịch NH3 như urea CO(NH2)2
CO(NH2)2 = CO + 2(NH2*)
CO(NH2)2 = CO + 2(NH2*) + NCONH2*
Sau đó CO sẽ tác dụng với NO như phản ứng ở trên để giảm nồng độ NOx
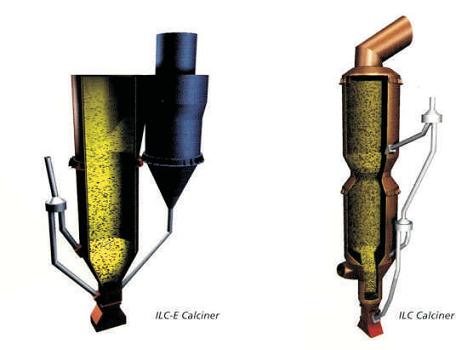
Hình 6: Calciner kiểu ILC
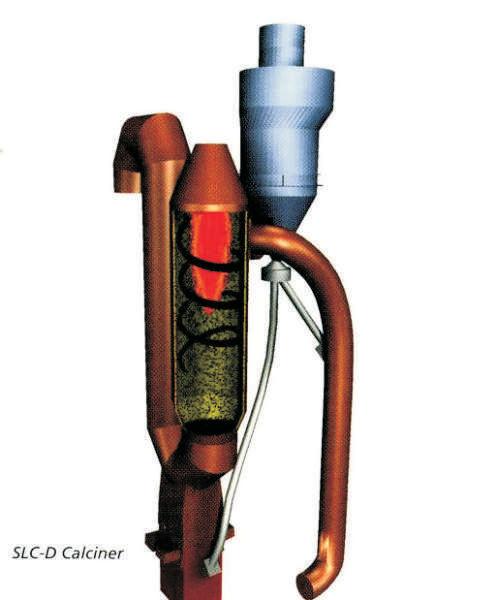
Hình 7: Calciner kiểu SLC
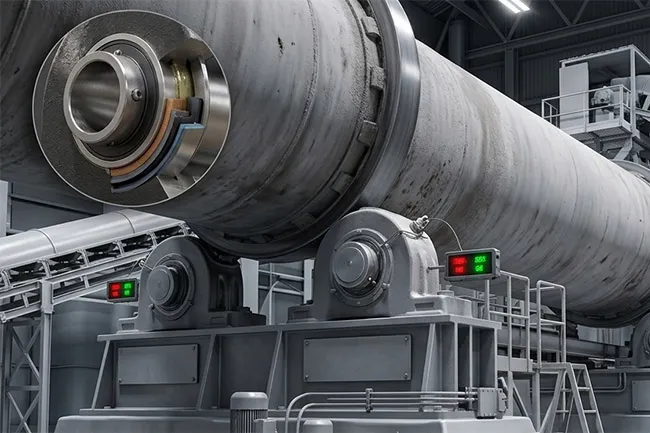
5.3. Về lò nung clinker
Cùng với sự tiến bộ trong thiết kế cấu trúc các cyclone của hệ thống tháp trao đổi nhiệt; sự phát triển của buồng tiền nung (pre-calciner); tỷ lệ L/D của lò đã giảm xuống chỉ còn từ 10 ÷ 16 với lò 02 bệ hoặc lò 03 bệ đỡ. So với lò 3 bệ, lò hai bệ sử dụng dẫn động nhờ con lăn tự lựa có ưu điểm sau:
- Do giảm 01 bệ đỡ lò nên chi phí đầu tư xây dựng ban đầu giảm đồng thời giảm chi phí bảo dưỡng.
- Tiếp xúc giữa con lăn và vành băng đa được cải tiến, không có phần mép dư do đó loại bỏ được các vết nứt thường thấy so với khi sử dụng các lò 3 bệ.
- Sử dụng dẫn động ma sát nên giảm thiểu được bộ phận thiết bị, không cần hệ thống bôi trơn, giảm khối lượng công tác bảo dưỡng kèm theo.
- Vỏ lò và các bệ đỡ của lò không chịu ứng suất do sự lệch tâm giữa con lăn và vành băng đa, do đó không gây ra sự quá nhiệt tại các ổ đỡ cũng như các lực bổ sung tác động lên vỏ lò.
- Vành băng đa với cơ cấu chốt kiểu mới có chức năng giảm thiểu độ ô van, sự co thắt của vỏ lò, dẫn đến kết quả làm tăng tuổi thọ đối với gạch chịu lửa trong lò, giảm bớt công tác bảo dưỡng sửa chữa liên quan.
Tuy nhiên đến thời điểm hiện nay do giới hạn về năng suất của hệ thống lò 2 bệ đỡ (năng suất tối đa khoảng 6.000 tấn clinker/ngày), nên tất cả các hệ thống lò năng suất lớn (>10.000 tấn clinker/ngày) hiện đang sử dụng đều là kiểu lò có 3 bệ đỡ.
5.4. Về thiết bị làm nguội clinker
Công nghệ, thiết bị làm nguội clinker sử dụng cho dây chuyền lò quay công suất tới 12.000 tấn clinker/ngày hiện nay đều sử dụng thiết bị làm nguội kiểu ghi hiệu suất cao, dẫn động thuỷ lực để vận chuyển clinker thông qua cơ cấu dịch chuyển dọc, sử dụng máy đập trục kiểu bố trí ở giữa thiết bị hoặc ở vị trí cuối thiết bị để đập clinker tới cỡ hạt yêu cầu. Các tấm ghi làm nguội tuỳ theo công nghệ riêng của từng hãng có kiểu tương ứng.
Các hãng thiết kế, chế tạo và cung cấp thiết bị làm nguội cho lò công suất 10.000 – 12.000 tấn hiện nay chủ yếu gồm: Polysius AG có thiết bị làm nguội kiểu REPOL 20114, REPOL 23124; FLSmidth có thiết bị làm nguội kiểu SF, MMC; KHD có thiết bị làm nguội PYROSTEPR cooler (PSC); Claudius Peter có thiết bị làm nguội kiểu ETA cooler.
ximang.vn * (Nguồn: Tạp chí Thông tin KHCN-Vicem)