1. Các đặc điểm về hàn đắp và lớp kim loại đắp:
Hàn đắp là một quá trình đem phủ lên bề mặt chi tiết một lớp kim loại nhằm thay đổi kích thước, hình dáng và tính chất của bề mặt bằng các phương pháp hàn khác nhau.
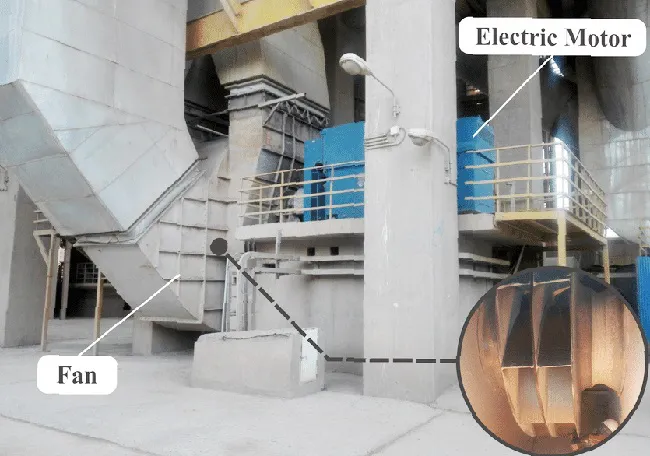
Hàn đắp có thể áp dụng để phục hồi các chi tiết bị mài mòn, hoặc bị hư hỏng như gãy, vỡ, nứt,... sau một thời gian làm việc trong các lĩnh vực công nghiệp khác nhau như cổ trục khuỷu, bánh xe lửa, khuôn dập, dao cắt nóng… Riêng đối với ngành công nghiệp xi măng là tấm lót con lăn, tấm lót bàn nghiền trong máy nghiền, búa đập, thanh đập trong máy đập đá vôi… Hàn đắp cũng có thể sử dụng để chế tạo chi tiết mới. Dùng hàn đắp để tạo nên một lớp đắp với các tính chất đặc biệt hoặc tạo ra một lớp kim loại có những khả năng về chịu mài mòn, tăng ma sát như lưỡi gạt trong máy rút liệu, gầu nâng vận chuyển clinker…
Vật liệu hàn đắp có thể là thép các-bon, thép chịu mài mòn, thép có tính chất đặc biệt như chịu nhiệt, độ cứsng cao, chịu axít...
Hàn đắp - Tiết kiệm kim loại, phục hồi được các chi tiết hỏng bề mặt, có tính cơ động cao, có năng suất cao, dễ tự động hoá.
Những tồn tại của công nghệ hàn đắp: Phải gia công lại sau khi hàn, tạo ứng suất dư trong lớp hàn (ứng suất nhiệt); chi tiết bị biến dạng, có thể bị nứt (thô đại, tế vi); phải chuẩn bị bề mặt trước khi hàn.
Lớp kim loại đắp: Tính chất lớp bề mặt thay đổi, phụ thuộc vào phương pháp hàn và vật liệu hàn. Lớp đắp đạt độ cứng cao, chống mài mòn, tổ chức kim loại ổn định, thành phần hóa học khác kim loại cơ bản, có thể tồn tại ứng suất dư sau hàn…
2. Một số phương pháp hàn sử dụng trong công nghệ hàn đắp
Hiện nay, công nghệ hàn đã phát triển đến mức cao, toàn diện về thể loại cũng như chất lượng. Nhiều công việc cũng như toàn bộ quá trình công nghệ đã tiến đến bán tự động và tự động. Tuy vậy, hàn tay vẫn còn được sử dụng rộng rãi và trong những điều kiện cụ thể nhất định nó tỏ ra vạn năng và linh hoạt. Sau đây xin được trình bày các phương pháp hàn hiện đang được sử dụng rộng rãi để hàn đắp.
Hàn đắp bằng hồ quang tay:
Hàn hồ quang tay là phương pháp hàn phục hồi đầu tiên trong ngành sửa chữa phục hồi chi tiết máy được áp dụng rất phổ biến, sử dụng điện cực nóng chảy để hàn. Phương pháp này được áp dụng nhiều trong công việc phục hồi, đơn giản dễ vận hành, mất ít thời gian cho công tác chuẩn bị, thao tác hàn rất linh động có thể hàn được mọi tư thế. Do đó, có thể phù hợp với tất cả chủng loại chi tiết, đặc biệt là chi tiết có hình dạng phức tạp.
Sự hình thành của kim loại mối hàn có thể được xem như sự hòa trộn của kim loại đắp và kim loại cơ bản ở trạng thái nóng chảy khi hàn. Trong đó thành phần của kim loại đắp chính là kim loại bổ sung từ điện cực, dây hàn phụ… Nguyên lý hàn hồ quang tay xem hình vẽ.
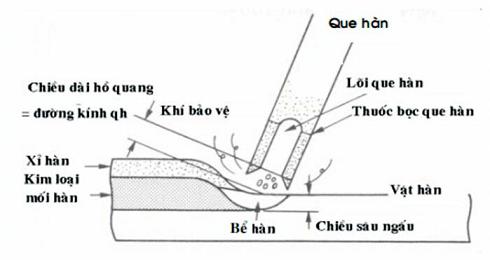
Nguyên lý hàn hồ quang tay
Hàn đắp tự động dưới lớp thuốc bảo vệ: Phần lớn các chi tiết có thể áp dụng phương pháp này có bề mặt phẳng hoặc hình trụ. Khi áp dụng phương pháp này năng suất hàn đắp tăng lên rõ rệt, điều kiện lao động và chất lượng hàn đắp được cải thiện, tiêu hao điện năng và vật liệu hàn ít.
So với hàn tay, hàn đắp tự động có thể hợp kim hoá kim loại mối hàn một cách dễ dàng, do đó có thể tăng cơ tính lớp hàn đắp, tăng khả năng chịu mài mòn, va đập của chi tiết sau phục hồi. Việc hợp kim hoá trong hàn tự động rẻ và đơn giản hơn nhiều so với sản xuất que hàn đặc biệt. Phương pháp này được áp dụng rất rộng rãi cho các chi tiết hình trụ như trục khuỷu, trục piston máy búa, buồng công tác máy bơm, mũi khoan đá, mũi khoan dầu khí... Phương pháp này cũng được áp dụng để hàn các chi tiết phẳng như má kẹp hàm, các mặt trượt chịu ma sát lớn, hàn băng thép không rỉ cho các bề mặt chịu mài mòn... Nguyên lý hàn tự động dưới lớp thuốc như hình vẽ.
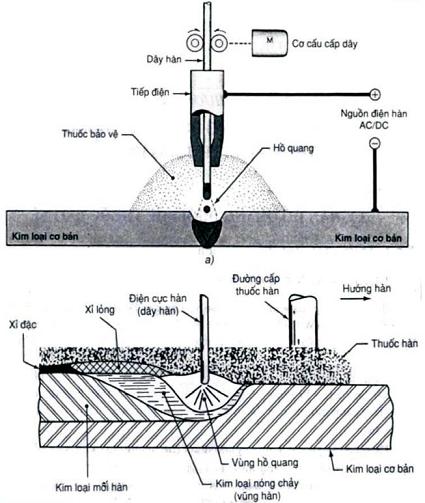
Sơ đồ nguyên lý hàn tự động
Hàn đắp tự động bằng dây lõi bột: Trong hàn đắp tự động bằng dây lõi bột, kim loại lớp đắp được hợp kim hoá bằng các nguyên tố chứa trong lõi dây hàn ở dạng hỗn hợp cơ học, lõi thuốc bột vừa có nhiệm vụ hợp kim hoá mối hàn vừa tạo ra môi trường khí bảo vệ mối hàn. Trong một số trường hợp, để tăng khả năng bảo vệ mối hàn, người ta dùng khí bảo vệ kết hợp như CO2, Ar... quá trình hàn đắp các chi tiết bằng dây lõi thuốc được dùng để phục hồi các chi tiết trong máy xây dựng và khai thác như lưỡi gạt máy ủi, hàm nhai nghiền đá, cánh xoắn trục vít tải...
Hàn đắp hồ quang trong môi trường khí bảo vệ: Hàn đắp trong khí bảo vệ cho phép cơ khí hoá và tự động hoá quá trình hàn trong bất kì vị trí không gian nào phù hợp với bề mặt chi tiết hàn đắp kể cả vị trí hàn trần. Chúng ta cũng có thể cơ khí hoá cả việc hàn đắp những chi tiết nhỏ, điều đó làm tăng năng suất lao động lên 3 ÷ 5 lần so với hàn tay. Sơ đồ hàn tự động trong môi trường khí bảo vệ như trình bày ở hình vẽ.
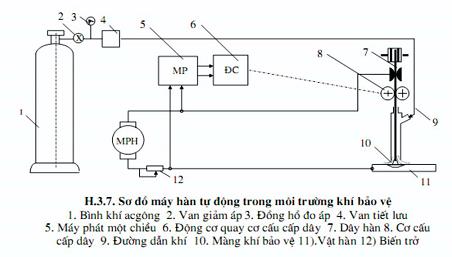
Sơ đồ hàn tự động trong môi trường khí bảo vệ
3. Tóm lại:
Tuỳ thuộc vào điều kiện của mỗi đơn vị sản xuất, đơn vị sửa chữa chuyên ngành với trang thiết bị hiện có cũng như điều kiện làm việc cụ thể của các chi tiết máy cần hàn đắp phục hồi mà chúng ta phải khảo sát một cách chính xác để lựa chọn giải pháp hợp lý trong ứng dụng hàn đắp.
Tiết kiệm chi phí sản xuất là một trong những vấn đề quan trọng đang được các đơn vị sản xuất trong toàn ngành công nghiệp xi măng Việt Nam quan tâm sâu sắc. Trong đó, hướng tiết kiệm vật liệu chịu m.n là một hướng đi có tính thực tiễn cao.
Và hy vọng rằng trong thời gian tới việc ứng dụng hàn đắp trong ngành công nghiệp xi măng Việt Nam sẽ thu được nhiều kết quả tốt, góp phần đáng kể vào mục tiêu tiết kiệm chi phí sản xuất cho các nhà máy sàn xuất xi măng.
_________________
Tài liệu tham khảo:
• Tiến sĩ Ngô Lê Thông, Công nghệ hàn điện nóng chảy (Tập 1&2), NXB Khoa học và Kỹ thuật, Hà Nội 2004.
• Bài giảng chyên đề về phục hồi bề mặt bằng công nghệ hàn, Phó Giáo sư Tiến sĩ Hoàng Tùng trường Đại Học Bách Khoa Hà Nội.