 Máy nghiền xi măng.
Máy nghiền xi măng.
Thực tế là hiện nay, công tác đánh giá tổng thể quá trình hoạt động của
một hệ thống máy nghiền xi măng chưa được quan tâm đúng mức. Phần lớn
các nhà sản xuất xi măng mới chỉ vận hành, bảo dưỡng, sửa chữa đối với
từng thiết bị/cụm thiết bị, chưa tiến hành đánh giá một cách tổng quát
toàn bộ hệ thống nghiền để có được cái nhìn toàn diện về thực trạng của
hệ thống máy nghiền.
Đối tượng đánh giá là máy nghiền xi măng
trong dây chuyền có công suất 1,5 triệu tấn/năm. Là loại máy nghiền bi,
hoạt động theo chu trình kín có phân ly. Tuy nhiên, mức tiêu thụ điện
năng của máy nghiền này vẫn bị đánh giá là thuộc dạng cao. Các thông số
thiết kế/vận hành của máy nghiền như sau:
Bảng 1: Các thông số thiết kế/vận hành của máy nghiền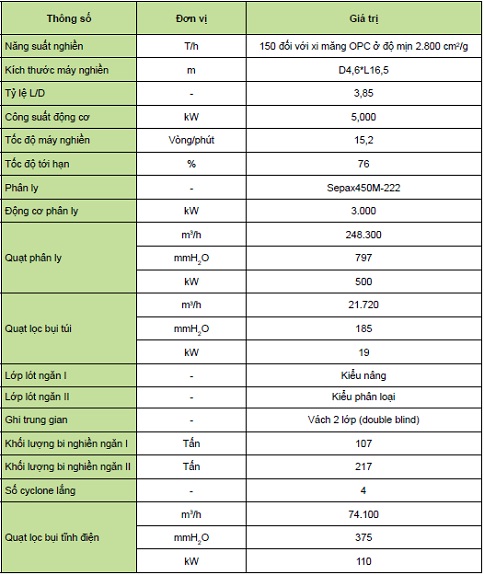
Theo
thiết kế, máy nghiền này có tổng khối lượng bi nghiền là 324,5 tấn,
tương ứng với tỷ lệ điền đầy 29,5% trong cả 2 ngăn. Tại thời điểm tiến
hành đánh giá, 2 ngăn máy nghiền đang được nạp 80% lượng bi nghiền theo
thiết kế, cụ thể là 86 tấn ở ngăn 1 và 172 tấn ở ngăn 2. Máy nghiền được
sử dụng để nghiền các sản phẩm xi măng OPC33, OPC53 và xi măng PPC
(Portland Pozolona Cement). Độ mịn của mỗi dòng sản phẩm được giữ ở các
mức khác nhau, cụ thể như sau:
• OPC33: 2.600-2.700 cm
2/g
• OPC53: 3.000-3.100 cm
2/g
• PPC: 3.100-3.200 cm
2/g
Năng suất tương ứng của máy nghiền khi sản xuất từng dòng sản phẩm ghi nhận được như trong bảng dưới đây:
Bảng 2: Năng suất máy nghiền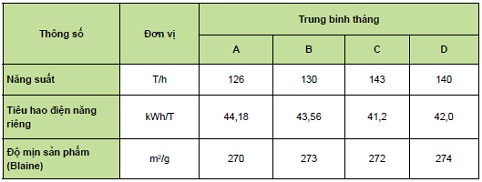
Nhìn chung, máy nghiền có năng suất trung bình 135 T/h khi sản xuất xi măng OPC và tiêu hao điện năng 42,73 kWh/T.
Kiểm tra và đánh giá sơ bộMáy
nghiền và phân ly được các chuyên gia kiểm tra bên trong một cách kỹ
lưỡng đến từng chi tiết. Tại cả hai hạng mục này, đều không phát hiện
thấy các lớp bám dính của vật liệu, tất cả đều trong tình trạng cơ bản
là tốt. Tuy nhiên, tại khu vực giữa mét dài thứ 4 và thứ 5 của máy
nghiền, đã phát hiện thấy có 5 tấm lót bị vỡ.
Chiều cao trống
trong máy nghiền được đo đạc để phục vụ cho việc tính toán lượng bi nạp,
độ nạp đầy của bi nghiền, ước tính tiêu hao năng lượng của máy nghiền.
Dựa trên chiều cao trống đo được bên trong máy nghiền, đã ước tính được
lượng bi nghiền nạp cho ngăn 1 và ngăn 2 tương đương với độ đầy tương
ứng là 22% và 21%. Tiêu thụ năng lượng của máy nghiền ở tỷ lệ nạp bi này
là 4.110kW.
Kết quả các thông số kiểm tra, đo đạc thực tế khác như sau:
• Lưu lượng thông gió máy nghiền: 972 m
3/phút
• Lưu lượng gió phân ly tại đầu ra phân ly: 5.599 m
3/phút
• Thông gió phân ly tại đầu ra lọc bụi túi: 210 m
3/phút
- Vận tốc của dòng khí thông gió máy nghiền tính được là 1,29m/s. Vận tốc này có hiệu quả khi nghiền OPC33.
- Khí phân ly đo được tại phân ly có mật độ 1,22 kg vật liệu/m
3 tại hệ số tuần hoàn tải trọng 2,52. Điều này cho thấy đang có sự dư thừa gió cho phân ly.
-
Từ việc gió phân ly cao, và phụ thuộc vào độ mịn cần thiết của sản phẩm
nên máy phân ly đang được vận hành với tốc độ cao, điều này dẫn đến hệ
số tải vật liệu cao và bypass của phân ly cũng cao (Lượng hạt mịn trong
phần thải ra của máy phân ly cao).
- Gió đi qua lọc bụi túi thấp, điều này cũng phù hợp với độ tổn thất áp suất khá cao của lọc bụi túi (từ 180 - 200mm H
2O). Lưu lượng thực tế đo được chỉ chiếm 4% tổng lượng khí đi qua phân ly.
Để
đánh giá chính xác tình trạng bên trong máy nghiền, các chuyên gia đã
yêu cầu dừng máy đột ngột khi đang vận hành, sau đó vào thu thập mẫu vật
liệu, đánh giá quá trình giảm cỡ hạt của vật liệu theo không gian
nghiền.
Nhằm đánh giá hiệu quả của máy phân ly, các mẫu vật liệu đã được thu thập trong vòng tuần hoàn khí phân ly. Kết quả như sau:
• Độ sót sàng 90µ của vật liệu ra khỏi máy nghiền: 12,8%
• Độ sót sàng 90µ của phần hạt thô thải ra khỏi máy phân ly: 32,2%
• Độ sót sàng 90µ của vật liệu mịn ra khỏi máy phân ly: 2,8%
Từ
các kết quả này, có thể thấy đang có một lượng khá nhiều hạt mịn bị lẫn
vào phần hạt thô thải ra khỏi máy phân ly, trong điều kiện lượng gió
phân ly cao và tốc độ phân ly cũng cao. Lưu lượng gió đi qua lọc bụi túi
thấp, phù hợp với mức tổn thất áp suất của lọc bụi túi cao, khoảng
200mm H
2O. Dựa trên các độ sót sàng 90µ của vật liệu tại từng
vị trí lấy mẫu nói trên, có thể ước tính hiệu suất của phân ly chỉ vào
khoảng 73%, một con số tương đối thấp. Phần hạt thô thải ra của phân ly
lẫn nhiều hạt mịn còn thể hiện ở đặc điểm là hỗn hợp vật liệu này có độ
mịn tính theo sót sàng thấp nhưng Blaine lại cao.
Khi kiểm tra
cỡ hạt vật liệu vào máy nghiền, các chuyên gia nhận thấy thành phần trên
sàng 25mm có sự biến động rất lớn. Điều này sẽ góp phần dẫn đến sự biến
động trong hoạt động của máy nghiền.
Quan sát các điều kiện vận
hành của máy nghiền cũng phát hiện thấy một số điểm chưa hợp lý, máy
nghiền được vận hành ở chế độ bằng tay trong phần lớn thời gian hoạt
động. Để điều chỉnh độ mịn của sản phẩm, chỉ có tốc độ phân ly được điều
chỉnh, không có tác động gì vào lưu lượng gió đi qua phân ly. Nước được
phun vào ngăn 2 của máy nghiền ngay cả khi nhiệt độ xi măng đầu ra chỉ ở
mức 97
oC. Việc động cơ phụ của quạt phân ly thường xuyên
chạy ở chế độ không tải, cũng như bố trí bề mặt làm việc của lọc bụi
túi quá cao cũng góp phần làm tăng tiêu thụ điện năng của công đoạn
nghiền.
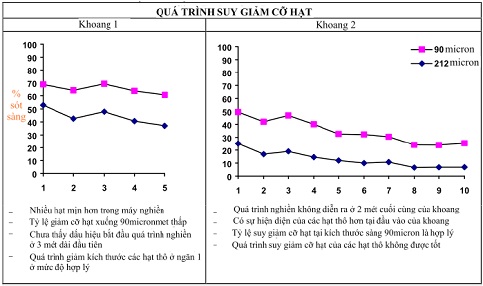
Bảng 3: Quá trình suy giảm cỡ hạt của vật liệu nghiền theo không gian máy nghiền và nhận xét hiện trạng của từng khoang
Khuyến cáo của các chuyên gia
Dựa trên các kết quả thu thập được về cấu tạo, hoạt động của công
đoạn nghiền, các chuyên gia đã đưa ra hàng loạt những khuyến cáo cần
được thực hiện đối với nhà máy như sau:
- Duy trì chất lượng clinker cấp cho máy nghiền một cách ổn định bằng cách tối ưu hóa điều kiện vận hành của lò nung và cooler;
- Giảm 50% lượng bi nghiền có kích thước 100mm và tăng lượng bi
nghiền có kích thước 70mm và 80mm với khối lượng tương ứng để cải thiện
hiệu quả làm việc của ngăn 1;
- Thay thế ngay các tấm lót bị vỡ/hư hỏng trong khoang 1;
- Nên giữ hệ số tuần hoàn tải trọng của hệ thống phân ly ở mức 1.0
để tối ưu hóa các thông số hoạt động của phân ly, cụ thể là làm giảm
lưu lượng dòng khí đi qua phân ly và giảm tốc độ phân ly. Cả hai thông
số này hiện đều đang quá cao;
- Khí phân ly ra khỏi máy phân ly nên giữ ở mức khoảng 1,5Kg/Nm
3;
- Tăng lưu lượng khí đi qua lọc bụi túi của máy phân ly lên mức
tương đương với khoảng 10% tổng lượng khí đi qua phân ly, để phù hợp với
độ sụt áp của lọc bụi này;
- Vệ sinh thường xuyên các tấm ghi trong máy nghiền;
- Vận hành máy nghiền ở chế độ tự động càng nhiều càng tốt, hạn chế vận hành theo chế độ bằng tay;
- Không phun nước làm mát vào ngăn 2 của máy nghiền bi nếu nhiệt độ xi măng đầu ra thấp hơn 105
oC;
- Tổng lượng cấp liệu cho máy nghiền (cấp mới + hạt thô hồi lưu từ phân ly) nên giữ ở giá trị ổn định, tránh dao động quá nhiều.
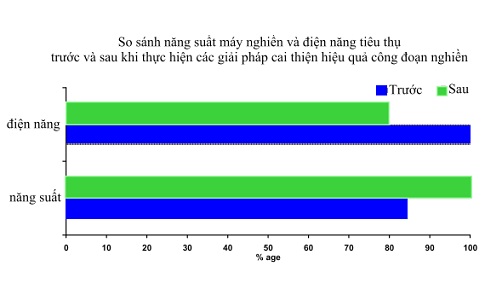
Sau khi thực hiện các khuyến cáo nói trên, hoạt động của máy nghiền
đã được cải thiện rõ ràng. Năng suất máy nghiền tăng lên đến 160 T/h,
tiêu hao năng lượng 33,6kWh/T khi sản xuất xi măng OPC với Blaine =
2.700cm
2/g.
Các chuyên gia của Holderbank Canada đã phát triển một chiến lược
điều khiển cho các máy nghiền bi nói chung, giúp duy trì hoạt động của
máy nghiền gần với mức tối ưu, với sự can thiệp ít nhất của người vận
hành.Nguyên tắc cơ bản của chiến lược vận hành này là máy nghiền sẽ đạt
được hiệu quả lớn nhất khi điện năng tiêu thụ của động cơ máy nghiền là
lớn nhất và do đó tiêu hao năng lượng riêng của máy nghiền là nhỏ nhất.
Mức tiêu thụ năng lượng lớn nhất của máy nghiền này phụ thuộc vào đặc
tính của vật liệu cấp vào máy nghiền, tình trạng của tấm lót bên trong
máy nghiền, bi nghiền và độ mịn yêu cầu của sản phẩm.
Hình 4: Hiệu quả thu được khi thực hiện các biện pháp được khuyến cáo
Kinh nghiệm trong nhiều năm chỉ ra rằng chu trình nghiền của máy
nghiền bi có một dải làm việc trong đó tồn tại một điểm tối ưu nhất. Sai
lệch giữa tải làm việc thực tế của máy nghiền với tải tối ưu theo hướng
cao hơn hoặc thấp hơn đều dẫn đến việc thay đổi mức tiêu hao năng
lượng. Chiến lược điều khiển tải của máy nghiền sử dụng các tín hiệu
truyền thống như độ ồn, công suất tiêu thụ điện của gầu nâng tuần hoàn
sau máy nghiền cũng như công suất của máy nghiền xác định được tải làm
việc.
Chiến lược điều khiển cố gắng giữ mức tải làm việc này của máy nghiền cố
định, ít dao động nhất có thể. Tải làm việc này sẽ được so sánh lại với
năng lượng tiêu thụ của máy nghiền tương ứng với điểm đặt. Lý thuyết
này có thể giúp người vận hành có thể hình dung được điều gì đang xảy ra
đối với máy nghiền. Mức tải làm việc của máy nghiền được tính toán dựa
trên các hệ số và so sánh với các tín hiệu thay đổi bao gồm tổng lượng
liệu cấp mới vào máy nghiền, dòng vật liệu hồi lưu, độ ồn, và công suất
điện của gầu nâng sau máy nghiền cũng như công suất điện của động cơ máy
nghiền.
Tâm điểm của lý thuyết điều khiển máy nghiền này là một thuật toán tiêu
chuẩn PID vì vậy nó có thể không dựa trên các quy tắc thông thường hoặc
hệ chuyên gia. Vì thế, không cần phải có ổ cứng riêng hoặc máy tính
riêng cho thuật toán điều khiển này. Lý thuyết điều khiển này sẽ được
tích hợp vào hệ thống điều khiển hiện có của nhà máy, như là một phần
của hệ thống điều khiển chu trình nghiền.
Mặc dù nó bao gồm một số tổ hợp các phép tính nhưng chiến lược điều
khiển này nói chung là có sự tương thích với hệ thống điều khiển máy
nghiền hiện có. Chiến lược này của các chuyên gia Holderbank Canada đã
được áp dụng tại 33 máy nghiền xi măng và 6 máy nghiền liệu, đều là máy
nghiền bi, tại các nhà máy của Hoa Kỳ và Canada. Kết quả thu được là đều
góp phần làm tăng năng suất và giảm tiêu hao điện năng riêng của máy
nghiền. Tính trung bình, có thể tăng được từ 5 - 10% năng suất và giảm từ
3 - 5% điện năng tiêu thụ riêng.
Ngoài ra, khi tối ưu hóa máy nghiền xi măng, cũng cần xem xét đến
các yếu tố khác như bi nghiền, lớp lót. Tình trạng bám dính của hai đối
tượng này sẽ ảnh hưởng đáng kể đến năng suất và chất lượng sản phẩm,
cũng như ảnh hưởng đến tiêu hao năng lượng nghiền. Trong quá trình
nghiền, sẽ hình thành những hạt có kích thước siêu mịn. Dưới tác dụng
của lực hút tĩnh điện do ma sát ở nhiệt độ cao tạo ra, chúng sẽ bám dính
lấy nhau, tạo thành một lớp màng bao bọc bi nghiền và tấm lót. Dạng bám
dính khô này khá chắc chắn, và chúng ảnh hưởng khá lớn đến hiệu quả của
quá trình nghiền. Hiện nay, đã có một số loại phụ gia trợ nghiền có tác
dụng phân rã lớp bám dính khô này.
ximang.vn (TH/ TTKH-KTXM)